

產品介紹
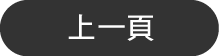
三模三沖螺絲成型機

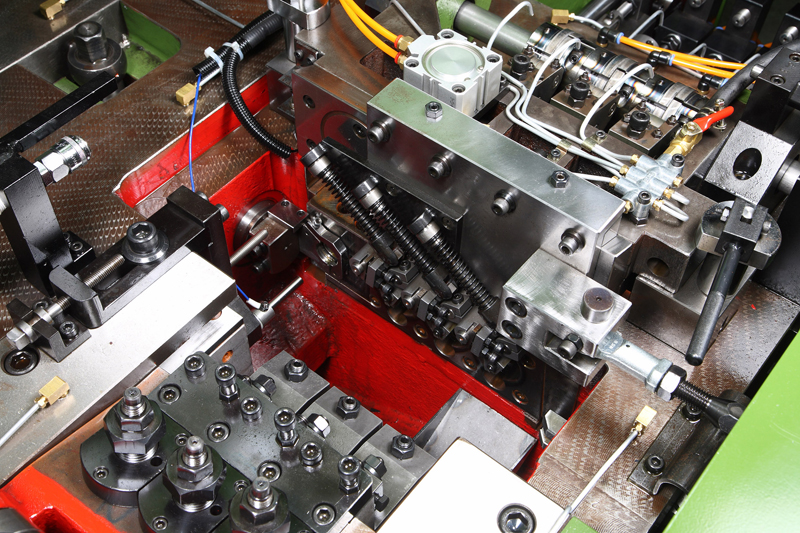
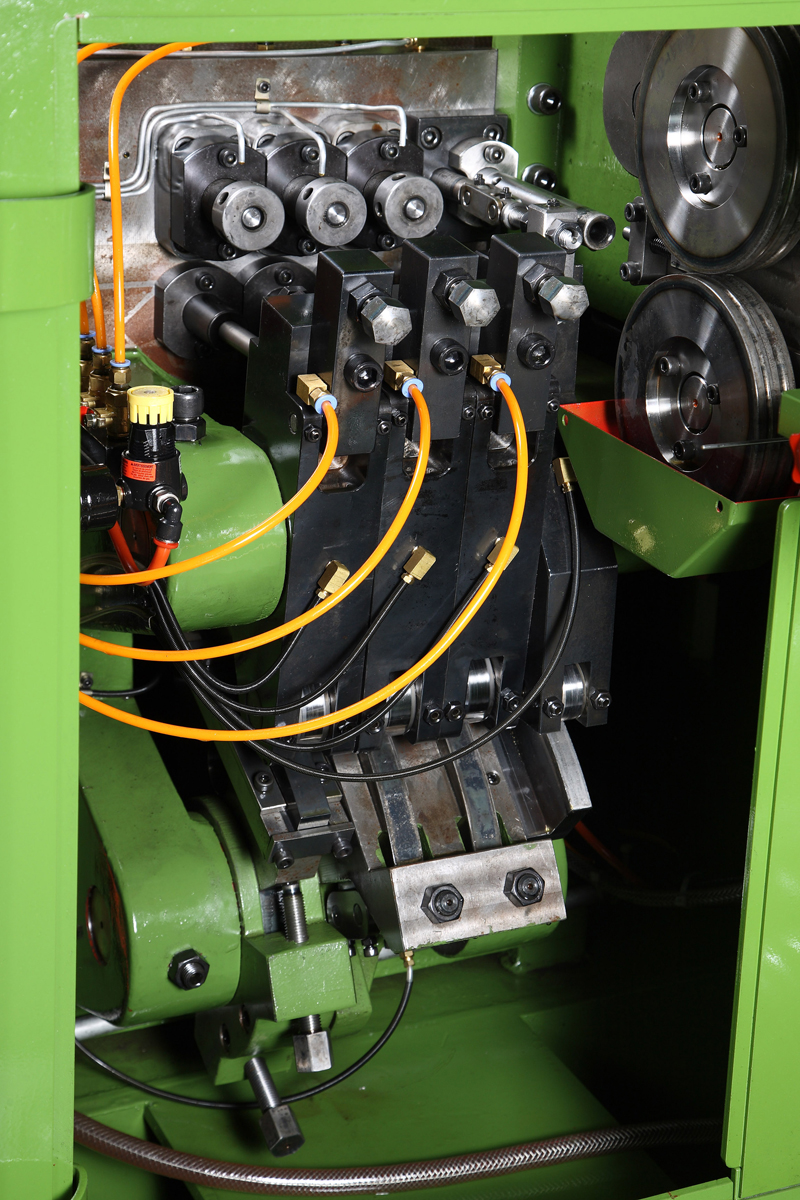
■ 本公司研發生產三模三沖螺絲成型機系列,可生產尺寸(5~10mm),長度尺寸(45~100mm),是經過多年研發設計,多方位試驗,秉持以客戶為尊,專業為主,以降低各項零件生產成本,給客戶最低廉的機械價格,為客戶開發高技術的產品,為客戶創造最優渥的利潤。
■ 三模三沖螺絲成型機,全系列採用空壓離合器煞車,起動電流較小,可做寸動運轉,單冲程運轉及連續運轉等,減少試車時間,除寸動運轉外,機器運轉停止均能使主滑台在最後位置停車,以利於最大操作空間。
■ 本系列全部採用變頻器,以做無段變速之用。
■ 本系列主要的機件,尤其是機台本體和主滑台於鑄造後,都經過退火處理以消除殘留應力,防止日後之機器變形,保持長久之精密度。
■ 送料系統,採用空壓缸壓線系統,可調整空氣壓力,以利不同材質及線徑大小,送料爪於回程時均能揚起減少損耗,送料時採無時間限制開關,不會有送料不正常現象發生,以利試車,送料短寸異常時能自動揚起停止送料,送料輪裝有防逆轉裝置,防止線材後退。
■ 切斷系統,切刀板採用全周式,剪斷面整齊,而且與材料徑垂直,切刀滑板採對正切刀桿中心,切斷施力點完美確實,增加切料端部的穩定性,切刀板位置不需要用墊片既可調整,調整方式簡單確實。
■ 後通出系統,採用搖臂式通出系統,通出凸輪採行程可調整式,最後一模可更換為六角整頭凸輪,凸輪板經由C.N.C.中心切削加工機精準加工完成,動作圓滑,通出頂點確實穩定。
■ 前通出系統,冲模通出系統,通出凸輪板經由電腦精密設計,可使前通出桿通出動作時與主滑台後退動作同步,使工件完美留在主模內,免於被沖模帶出無法進行下一個工序,本系統三組冲模都可以做通出動作,以主模數做獨立調整。
■ 挾持系統,挾座凸輪採取電腦精密計算,由C.N.C.數值加工機切削而成的共軛凸輪,材質採用軸承鋼,正常化熱處理後加工,經高周波熱處理,保證硬度:HRC58°~61°,挾座滑板傳送時保持無間隙動作,減少機台運轉時的負荷,增加機台使用壽命,挾座滑板及挾座滑軌表面經高周波熱處理,再由精密成型研磨加工,挾座滑軌可調整至精密配合,使挾持工件穩定確實,增加其運轉時的壽命,調整挾臂中心位置方法簡單確實,挾座翻起使用電動減速馬達(HH-103以上)。
■ 自動電腦安全檢出裝置:
1. 變頻器異常檢出。
2. 後通出異常檢出。
3. 過負荷壓造檢出。
4. 送料短寸檢出。
5. 材料終了檢出。
6. 生產數量設定檢出。
7. 潤滑油壓不足檢出。
8. 空壓不足檢出。
9. 挾仔台浮動檢出。
10. RPM速度液晶顯示。
■ 三模三沖螺絲成型機,全系列採用空壓離合器煞車,起動電流較小,可做寸動運轉,單冲程運轉及連續運轉等,減少試車時間,除寸動運轉外,機器運轉停止均能使主滑台在最後位置停車,以利於最大操作空間。
■ 本系列全部採用變頻器,以做無段變速之用。
■ 本系列主要的機件,尤其是機台本體和主滑台於鑄造後,都經過退火處理以消除殘留應力,防止日後之機器變形,保持長久之精密度。
■ 送料系統,採用空壓缸壓線系統,可調整空氣壓力,以利不同材質及線徑大小,送料爪於回程時均能揚起減少損耗,送料時採無時間限制開關,不會有送料不正常現象發生,以利試車,送料短寸異常時能自動揚起停止送料,送料輪裝有防逆轉裝置,防止線材後退。
■ 切斷系統,切刀板採用全周式,剪斷面整齊,而且與材料徑垂直,切刀滑板採對正切刀桿中心,切斷施力點完美確實,增加切料端部的穩定性,切刀板位置不需要用墊片既可調整,調整方式簡單確實。
■ 後通出系統,採用搖臂式通出系統,通出凸輪採行程可調整式,最後一模可更換為六角整頭凸輪,凸輪板經由C.N.C.中心切削加工機精準加工完成,動作圓滑,通出頂點確實穩定。
■ 前通出系統,冲模通出系統,通出凸輪板經由電腦精密設計,可使前通出桿通出動作時與主滑台後退動作同步,使工件完美留在主模內,免於被沖模帶出無法進行下一個工序,本系統三組冲模都可以做通出動作,以主模數做獨立調整。
■ 挾持系統,挾座凸輪採取電腦精密計算,由C.N.C.數值加工機切削而成的共軛凸輪,材質採用軸承鋼,正常化熱處理後加工,經高周波熱處理,保證硬度:HRC58°~61°,挾座滑板傳送時保持無間隙動作,減少機台運轉時的負荷,增加機台使用壽命,挾座滑板及挾座滑軌表面經高周波熱處理,再由精密成型研磨加工,挾座滑軌可調整至精密配合,使挾持工件穩定確實,增加其運轉時的壽命,調整挾臂中心位置方法簡單確實,挾座翻起使用電動減速馬達(HH-103以上)。
■ 自動電腦安全檢出裝置:
1. 變頻器異常檢出。
2. 後通出異常檢出。
3. 過負荷壓造檢出。
4. 送料短寸檢出。
5. 材料終了檢出。
6. 生產數量設定檢出。
7. 潤滑油壓不足檢出。
8. 空壓不足檢出。
9. 挾仔台浮動檢出。
10. RPM速度液晶顯示。

